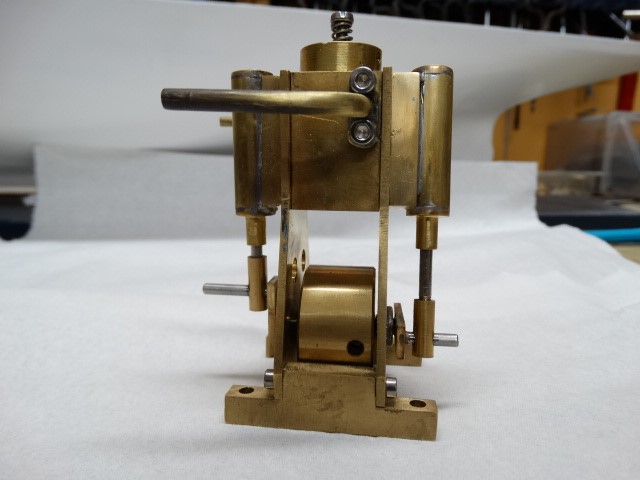
Bicylindre Retif - 3.2 cm3
Bicylindre oscillant a double effet
Cette petite machine est adaptée à tout débutant en vapeur qui possède un minimum d'équipements (tour, fraiseuse). De conception très simple, la minutie reste malgré tout de mise. Rien n'est plus simple dans son principe de fonctionnement qu'un oscilant. Par contre, des fuites de tous les cotés tu auras ... et des coincements qui empecheront la machine de tourner correctement. Alors je me permets ici de faire part de quelques expériences qui permettront de faire fonctionner cette machine avec tout le bonheur de voir finalement tourner cette mécanique qui aura nécessité des heures à l'atelier et de nombreuses pièces refaites.
Le bloc de distribution
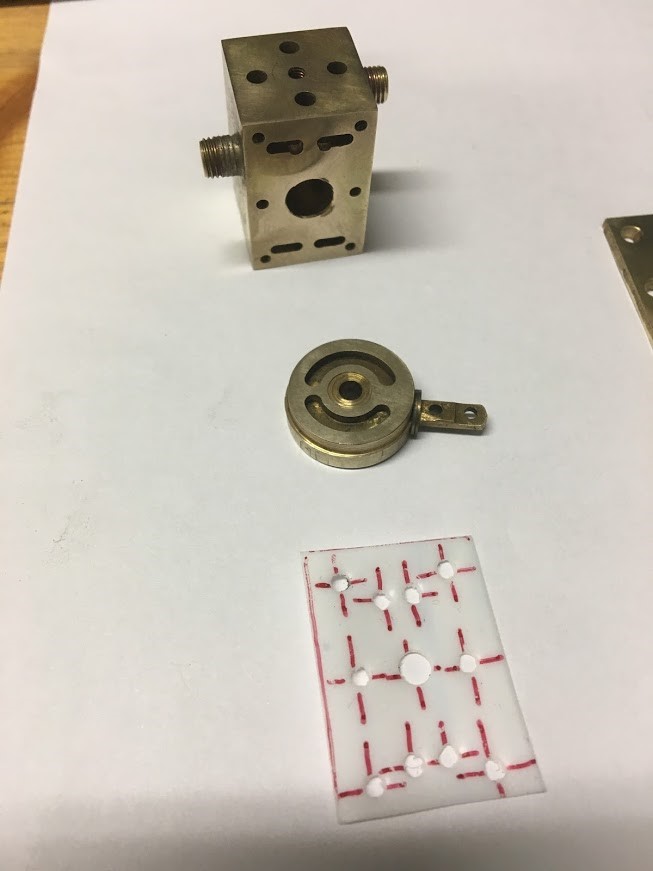
Aucune difficulté particulière dans sa réalisation.
L'idéal est de pouvoir compter sur des règles numériques de la fraiseuse pour respecter le mieux possible les cotes des perçages de sortie de la vapeur vers les cylindres.
Le plan original propose de réaliser le passage de vapeur du bloc vers les cylindre au travers du joint en clingerit. Je n'ai pas fait ce choix et ai réalisé ceux-ci directement dans le bloc de distribution (les trous oblongs de la photo). Le joint sera réalisé dans une feuille de PTFE de 0.5 mm, les trous réalisés à l'emporte pièce (voir section "usinage / trucs et astuces")
Pour le haricot d'inversion du sens de fonctionnement: dresser la face au tour et surtout, réaliser le perçage de la vis sans démonter la pièce: on aura ainsi la perpendicularité nécessaire au bon placage du haricot sur le haut du bloc de distribution. Réduire à son minimum le jeu de fonctionnement entre le perçage et la vis.
Sur la photo, on peut voir un petit lamage qui je crois, ne figure pas sur le plan. Il permettra de glisser un petit ruban de téflon faisont office de presse etoupe.
Caractéristiques techniques
Type: bicylindre à double effet
Diamètre piston: 8 mm
Course: 16 mm
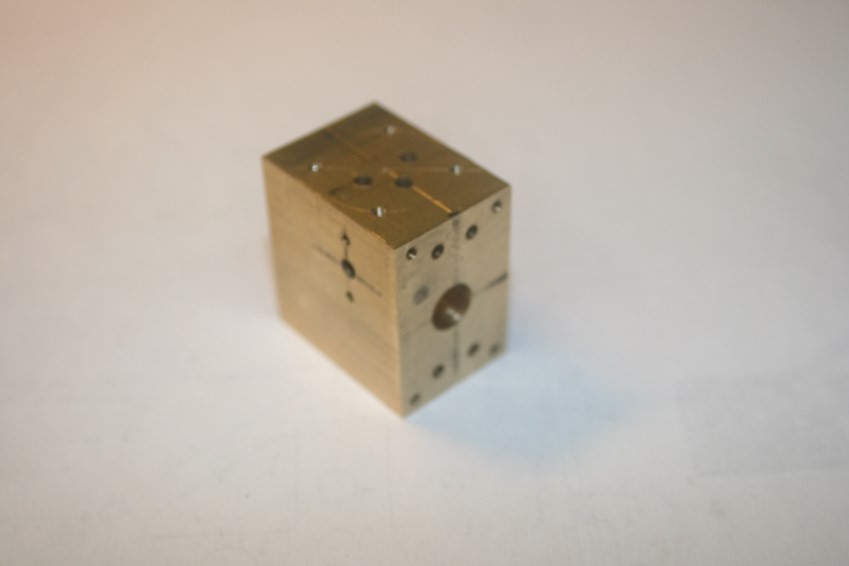
Le bati

Réalisé à partir d'une feuille de laiton de 2 mm.
Là encore, apporter le plus grand soin aux cotes de perçage, non seulement des vis de fixation du bloc sur le bati mais aussi des sorties de vapeur.
Découper à la scie manuelle ou ruban et terminer à la lime.
Astuce: souder les paliers à l'étain seulement quand le bati sera fixé au bloc de distribution. A ce moment là, insérer une tige inox dans les deux paliers - pour en assurer l'alignement - et souder.
Les supports de bati devront avoir une cote (largeur de l'épaulement) modifiée en fonction de l'épaisseur du joint que vous mettrez entre le bati et le bloc de distribution.
Les cylindres

héhé ...
Simple et compliqué à la fois.
Réaliser les pistons d'une seule pièce bien ajustée au diamètre des cylindres. Ca semble être une évidence mais ... J'ai tenté à plusieurs reprises cette rélisation mais le tube ayant servi à consituer les cylindres n'avait pas de diamètre constant. J'ai alors réalisé les cylindress avec des coupelles de téflon (plus compliqué car il faut faire deux demi piston et ajuster les coupelles au bon diamètre). Voir le site de Jacques Clabaux à cet effet.
Les hauts de cylindre et bas sont simplement soudés à l'étain. Solution moins pérenne que le tout vissé mais bien plus simple à réaliser.
Tiges de piston en inox. Là encore, ne pas hésiter à utiliser de l'inox de qualité "usinage" ou "décolletage", sans quoi, réaliser le filetage des pieds de bielle peut s'avérer être un cauchemar...
Le plus compliqué: les pieds de bielle! Il faut aboslument observer une perpendicularité parfaite entre la partie filetée de la type de cylindre et le perçage qui va recevoir le maneton ... Sinon, coincement à l'évolution du cylindre, fuites etc. Ne pas hésiter à refaire la pièce si nécessaire, elle est très simple dans son principe. Mon "astuce": une fois dans l'étau de la fraiseuse, comme la pièce est assez courte, il n'est pas facile de savoir si elle est bien plaquée et parallèle à la table (perpendiculaire à la broche). Insérer alors dans le taraudage réalisé une tige assez longue, la mieux ajustée possible. Toute erreur de parallèlisme est alors visible (même si dans l'absolu, un taraudage n'est pas assez fiable pour un tel ajustement).
Les manetons
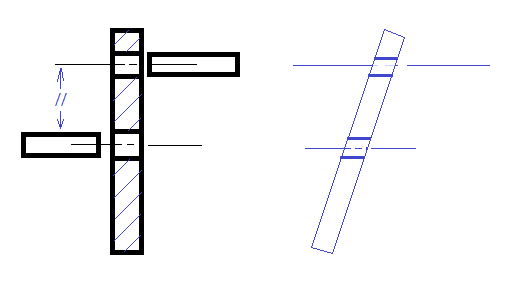
Clairement, ces pièces sont les plus délicates à réaliser.
Il faut observer la plus grande attention au parallèlisme des deux tiges inox.
A la rigueur, on se moque de la perpendicularité des perçages par rapport au support, tant que ceux-ci sont strictement parallèles.
Il faut donc mettre le plat dans l'étau de la fraiseuse, percer les deux trous sans démonter la pièce bien sûr et prendre soin à ce que les perçages permettent l'insertion des tiges inox de façon ajustée "serrée".
J'ai réalisé à plusieurs reprises le brasage de ces pièces ensemble ... à chaque fois avec déformation (due à la chaleur et surtout au fait qu'il est impossible de positionner correctement ces pièces quand on chauffe). La solution - reproduite à plusieurs reprises depuis sur plusieurs machines - consiste à coller les tiges inox à la Loctite 648.
Plus rien ne bouge, on peut ajuster pendant un certain temps et c'est solide. C'est LA solution miracle ! Voir section "Usinage / Trucs et astuces".
Et voilà !


A part ces points, rien n'est réllement compliqué mais il ne faut pas hésiter à se faire aider et a accpeter les erreurs faites, puis refaire. C'est un bon entrainement d'usinage pour tout débutant en vapeur.